Abstract
Ethylene is the most important chemical produced by the petrochemical industry; it accounts for over 70% of the products made in the sector. Its global market value exceeds 200 billion US dollars and is steadily growing. Despite this importance, the current means of producing ethylene are not environmentally friendly: The production of ethylene by hydro-cracking contributes the largest amount of greenhouse gas emissions from the petrochemical industry. For this reason, several research efforts have been directed to finding alternatives to hydrocarbons as a sustainable source of ethylene. In the recent past, much attention has been given to the dehydration of ethanol as it is the most promising alternative. This route is, however, limited by its high energy requirement in order to match the conventional method. To lower this energy requirement, researchers have focused on developing more effective catalysts. Little to no work, however, has been done to determine the contribution of process configuration to this energy requirement. This study investigates the energy usage of different process models for the catalytic dehydration of bioethanol to ethylene using Aspen Plus V11. Three models were developed, optimized, and compared. The first model was the base case on which other models were compared, the second model included a recycle stream, and the last model involved the compression of liquid-phase ethanol rather than gaseous-phase ethylene. Due to lack of generalized kinetic data, the RGibbs reactor was used for the simulation. Sensitivity analyses were used to optimize the models. The base case operated at 162°C and 1 atm, the model with a recycle stream at 125°C and 1 atm, and the liquid-phase ethanol compression model at 330°C and 55 atm. Results show that the model with the recycle stream achieved the lowest energy consumption (1910 kW) but also yielded the least amount of ethylene (5230 kg/hr). The base case gave the highest ethylene yield (5649 kg/hr). While innovative, the liquid compression model consumed the highest amount of energy (2456.25 kW) due to high operating conditions. The findings in this work shed light on the importance of process modeling and optimization in enhancing the sustainability and economic viability of bioethanol to ethylene production.
Keywords
Ethanol Dehydration, Ethylene Production, Energy Efficiency, Aspen Plus Simulation, Process Optimization
1. Literature Review
1.1. Importance of Ethylene
Ethylene is a vital chemical and a significant feedstock in the chemical industry with great influence on economic development
. A wide range of products is derived from ethylene, including acetaldehyde, acetic acid, ethylene oxide, ethylene glycol, ethylbenzene, chloroethanol, vinyl chloride, styrene, ethylene dichloride, and vinyl acetate. These derivatives represent at least 75% of products produced by the petrochemical industry
| [2] | Zhang, M., & Yu, Y. (2013). Dehydration of ethanol to ethylene. Industrial & Engineering Chemistry Research, 52(28), 9505-9514. https://doi.org/10.1021/ie401157c |
| [3] | Deng, Y., et al. (2022). Integrated full-spectrum solar energy catalysis for zero-emission ethylene production from bioethanol. Advanced Functional Materials, 32(4), 21010026. https://doi.org/10.1002/adfm.202110026 |
[2, 3]
. However, the largest products obtained from ethylene are polymers, which are mostly used in the packaging industry. According to a report by Business Wire, the global market for ethylene is robust, with an estimated market size of 406.5 million tons by 2030, growing at a CAGR of 3.6% annually
. Likewise, the International Energy Agency projects the demand for ethylene to hit 290 Mt by 2050
. Owing to its significance, ethylene production is used as an indicator of the development of the petrochemical industry in any given country
. Currently, ethylene is mainly produced from hydrocarbon cracking.
1.2. Why Ethylene Should Be Produced from Bioethanol
The production of ethylene from hydrocarbons is not environmentally friendly, as it is the second largest producer of greenhouse gas emissions in the chemical industry (140 Mt of CO
2-e/year). Additionally, the production of ethylene by hydrocracking is listed as the second largest contributor to the global consumption of energy (1.9 EJ/year)
. Moreover, the process relies heavily on oil and gas, whose quantity underground is limited, and the increasing complexity and depth of drilling operations necessitate greater investment to access these finite resources. Consequently, research efforts have been devoted to developing more sustainable and environmentally friendly processes for ethylene production, with an emphasis on the catalytic dehydration of ethanol to ethylene as a promising alternative to traditional methods. The dehydration of ethanol to ethylene involves first an acid catalyst protonating the hydroxyl group; the hydroxyl group then leaves as a water molecule. This is then followed by the methyl group getting deprotonated by the conjugate base of the catalyst and finally the hydrocarbon rearranges to form ethylene
. Ethylene production by ethanol dehydration is reported to meet the requirements of green chemical technology and having good prospects in ethylene production as it presents merits such as easy separation of products, mild reaction conditions and a high atom economy among others
. The renewable biomass reserves globally are enormous, estimated to be about 170 billion tons per year with over 940 million tons of usable bioethanol; Latin America alone is reported to produce biomass energy of 1.9 × 1010 GJ and global biomass energy by 2050 is estimated to hit between 1.5×1011 to 4.5 × 1011 GJ
| [3] | Deng, Y., et al. (2022). Integrated full-spectrum solar energy catalysis for zero-emission ethylene production from bioethanol. Advanced Functional Materials, 32(4), 21010026. https://doi.org/10.1002/adfm.202110026 |
| [7] | Gaitan Chavarria, E., et al. (2024). Eco-friendly transformation of bioethanol into ethylene over bimetallic nickel-copper catalysts. ChemPlusChem. https://doi.org/10.1002/cplu.202400135 |
[3, 7]
. According to the US National Renewable Energy Laboratory, the mentioned process cuts CO2 emissions by 70-80%.
The process, ethanol to ethylene has already been commercialized; some of the well-known processes include the Hummingbird process used by BP-technip and the Atol process used by Axens-Total-IFPEN. The Hummingbird process uses heteropolyacid catalysts while the Atol process uses the ZSM-5 zeolite catalyst. Other major producers of ethylene from ethanol include, Braskem, Dow, Chematur, Petron Scientech, Chematur, Petrobras and Sinopec Technology
.
This process has been under development for several years with special attention given to development of the catalyst. Several catalysts have been studied including alumina, transition metal oxides, zeolites, silicoaluminophosphates and heteropoly acids. In the recent past much emphasis has been directed towards zeolite ZSM-5 catalyst due to its promising performance
| [18] | Fan, D., Dai, D.-J., & Wu, H.-S. (2012). Ethylene formation by catalytic dehydration of ethanol with industrial considerations. Materials, 6(1), 101–115. https://doi.org/10.3390/ma6010101 |
[18]
. Modifications have been made on the catalyst to further improve its performance, for example, Saini et al
| [10] | Saini, S., et al. (2023). Ni and Sr modified ZSM-5 catalyst with enhanced catalytic activity for selective dehydration of bio-derived ethanol to ethylene. Molecular Catalysis, 527, 113587. https://doi.org/10.1016/j.mcat.2023.113587 |
[10]
prepared a Ni/Sr-ZSM-5 catalyst that was used for dehydration of ethanol to ethylene. This yielded an ethanol conversion higher than 96% along with 95% ethylene yield. The authors report that Ni played an important role in enhancing ethylene selectivity at optimum conditions while Sr improved hydrothermal stability of the catalyst with 94% water in the feedstock. The catalyst exhibited a higher rate of ethylene formation compared to H-ZSM-5.
Likewise, Chung-Yen and Ho-Shing Wu
modified the ZSM-5 catalyst by dealumination and also impregnation using phosphorous and lanthanum. The dealumination modified catalyst exhibited a 98.5% ethylene yield and 100% selectivity. This was achieved at a low temperature of 220°C with 95% ethanol concentration. The phosphorus modified catalyst resulted in lower values at a higher temperature of 240°C; with an ethylene yield of 94.3% and selectivity of 94.4%. The lower results can however be attributed to the low ethanol concentration of 20% that was used, making both catalysts favourable.
Ouayloul et al
| [12] | Ouayloul, L. (2023). New mechanistic insights into the role of water in the dehydration of ethanol into ethylene over ZSM-5 catalysts at low temperature. Green Chemistry, 25(1), 267-278. https://doi.org/10.1039/D2GC04437D |
[12]
used four HZSM5 zeolites to determine the role of water in ethanol dehydration to ethylene. The catalysts were treated with OH species and it was reported that the presence of water favoured ethylene selectivity.
Alumina catalysts have also been modified in the recent past to improve their performance, for example, Hao et al
prepared a Hierarchical leaf-like alumina carbon nanosheet catalyst through a chelate-assisted co-assembly method based on the chemical etching effect of ammonia water. The leaf-like nanosheet structure was reported to expose more active sites due to a large specific surface area. The catalyst gave a better catalytic performance at 450°C of 98.3% conversion and 97.0% ethylene selectivity, compared to 63.2% conversion and 46.7% ethylene selectivity by a sample without water modification. The authors additionally performed a time-on-stream study at 450°C that revealed good recyclability of 144 h.
Additionally, Banzaraktsaeva et al
| [11] | Banzaraktsaeva, S. P., et al. (2019). Ethanol-to-ethylene dehydration on acid-modified ring-shaped alumina catalyst in a tubular reactor. Chemical Engineering Journal, 373, 200–210. https://doi.org/10.1016/j.cej.2019.05.149 |
[11]
prepared an acid-modified alumina catalyst by gibbsite flash calcination. Modification of the alumina catalyst was helpful in increasing the content of strong Lewis Acid Sites (LAS). At temperatures below 385°C the catalyst exhibited 5-8 times better catalyst productivity and 5-12 times better WHSV compared to SynDol alumina-based catalyst.
Mordenite catalysts have also been investigated; in his work Hongqiang Xia
investigated the effect of the framework of H-mordenite catalyst on the dehydration of ethanol to ethylene. The author reports 35.0 and 42.4 kcal mol-1 as the energy barriers for the stepwise and concerted mechanisms respectively for he 12 membered ring. The 8 membered ring showed 43.4 kcal mol
-1 energy barrier for the concerted mechanism and 53.5 kcal mol
-1 for the stepwise mechanism. Importantly, it was discovered that water stabilizes the transition states for both mechanisms enhancing the reaction.
Beyond the conventional catalysts, researchers have looked at thermal catalysis for ethanol dehydration to ethylene; Deng et al
| [3] | Deng, Y., et al. (2022). Integrated full-spectrum solar energy catalysis for zero-emission ethylene production from bioethanol. Advanced Functional Materials, 32(4), 21010026. https://doi.org/10.1002/adfm.202110026 |
[3]
used thermal catalysis (solar) for production of ethylene from ethanol. In the authors’ work a combination of oxygen-vacancy-abundant (Ov) and carbon coating (CL) were used. The Ov was responsible for initiating the dehydration reaction while the CL promoted the solar thermal synergy. The authors were able to achieve a very high ethylene selectivity of 98.1%. Though giving a better reaction efficiency than photocatalysis, thermal catalysis is reported to have a high energy requirement.
Similarly, Juan Li et al
| [13] | Li, J. (2020). Solar-driven plasmonic tungsten oxides as catalysts enhancing ethanol dehydration for highly selective ethylene production. Applied Catalysis B: Environmental, 276, 118517. https://doi.org/10.1016/j.apcatb.2019.118517 |
[13]
investigated non-metallic plasmonic tungsten oxide (WO
3-x) nanowire bundles with abundant oxygen vacancy (OVs) for ethanol dehydration to ethylene. Their work exhibits a high rate of ethylene formation of 16.9 mmol g
-1 h
-1 along with high ethylene selectivity of 94.9%.
Other substances that have been investigated for catalysis of the dehydration of ethanol to ethylene, include among others cerium oxide from waste and Santa Barbara Amorphous-15 (SBA-15) from palm oil clinker. In their work on a Santa Barbara Amorphous-15 (SBA-15) catalyst derived from palm oil clinker Cheng et al
found that diluting ethanol from 99.5 wt% to 50 wt% decreased ethanol conversion but increased the selectivity of ethylene. Increasing the dilution of ethanol below 50 wt% shows a decrease in selectivity of ethylene. This implies only an optimum amount of water is suitable for optimum ethylene selectivity.
Salcedo et al
used the density functional theory (DFT) calculations as well as temperature programmed desorption (TPD) experiments to determine the quantitative effect of lanthanum when dopped on ceria on the production of ethylene and the by-product (acetaldehyde). Ceria doped with lanthanum is reported to have higher selectivity and activity. The authors propose that ceria doped with lanthanum, having a higher oxygen vacancy concentration compared to pure Ceria would favour better selectivity of ethylene from ethanol.
This work however, does not focus on catalyst development but rather on process optimization for reduction of energy consumption. While development of more cost effective catalysts is important, the effect of auxiliary components such as pumps, pipes and compressors needs not to be ignored. For example according to Coupard et al
| [15] | Coupard, V., Touchais, N., Plennevaux, T., Kobel, E., Fleurier, S., Vermeiren, W., Minoux, D., De Smedt, P., Adam, C., & Nesterenko, N. (2017). Process for dehydration of ethanol to ethylene at low energy consumption (US9663414B2). United States Patent and Trademark Office. |
[15]
, compressing liquid ethanol rather than gaseous ethylene can save up to 1.2 GJ per tonne of ethylene produced. Similarly, in AIChE
, it is shown that using a compressed, liquid phase packed bed reactor for improvements in ethanol dehydration throughput and heat transfer compared to vapor phase reactors is a potential alternative to current industrial processes.
2. Research Objectives
2.1. General Objective
To determine an energy-efficient process configuration for the production of ethylene from bio-ethanol by comparing different operational strategies.
2.2. Specific Objectives
1) To compare the energy consumption and ethylene yield of operating at low catalyst temperature versus optimum catalyst temperature.
2) To evaluate energy consumption differences between liquid-phase ethanol compression versus gas-phase ethylene compression.
3. Methodology
The modelling and optimization of the production process of ethylene from ethanol in this work was performed by the aid of ASPEN PLUS V11 software. The models that were developed were guided by existing literature on the subject. To achieve the objectives of the research, different models operating under various conditions were developed and studied using ASPEN PLUS tools such as sensitivity analyses.
3.1. Assumptions
1) The reactor operates under steady-state conditions.
2) The ethanol dehydration reaction reaches thermodynamic equilibrium.
3) The ethanol feed is assumed to be free of impurities.
4) Energy consumption (kW) is used as an indicator for cost as full economic data is not readily available.
5) CO2 emissions and other environmental factors are assumed to be reduced compared to fossil-based ethylene production.
6) The operational efficiency of heaters and separation units is assumed to be ideal.
7) Recycle streams reach perfect convergence without loss or degradation.
8) Compression is isentropic with default mechanical efficiency values from Aspen Plus.
9) The UNIFAC method accurately predicts binary interaction parameters in absence of experimental data.
3.2. Thermodynamic Model
Due to the strong hydrogen bonding and azeotropic behavior of the ethanol-water mixture, a model that can accurately predict non-ideal behavior is required. For this reason, the Non-Random Two-Liquid (NRTL) model was used. The selection of this model was also based on the fact that it is fit for liquid-liquid separations which are used in the separation train of the process models assessed in this work. Missing binary interaction parameters were estimated using the UNIFAC method for both vapor–liquid and liquid–liquid equilibrium predictions.
3.3. Chemical Components
The chemical components that were required for this simulation are all available in the Aspen Plus database. The selected components included; ethanol, water, toluene and ethylene. Di-ethyl-ether (DEE) was not included in this components’ selection as in all scenarios considered, negligible amounts of the same component are produced. None of the required components required user-definition.
3.4. Reactor Modelling
Modelling of the ethanol dehydration reactor requires a rigorous reaction model such as the Langmuir-Hinshelwood-Hougen-Watson (LHHW) model. However, based on the authors knowledge most of the developed kinetic models for production of ethylene from ethanol are very process-specific and their application to other process models may be complex. In this work an RGibbs reactor was used to simulate the reaction, ethanol to ethylene. Temperature and pressure sensitivity analyses were performed using the RGibbs reactor model. The results of the sensitivity analyses were then compared to the behavior of a real reactor in order to justify the use of the RGibbs reactor model.
3.5. Process Models
To achieve the objectives of this work, several process models were developed assessed and compared.
3.5.1. Base Case Model
The objective of this work was to determine cost-effectiveness through the comparison of different models. To facilitate effective comparison between different process variations, a base model was developed to serve as a benchmark. In this case, the reactor was set to a temperature that resulted in a product composition equivalent to that obtained when zeolite catalyst ZSM5 is used at its optimum temperature (300
o C) for the dehydration of ethanol to ethylene
| [17] | Quiroga, E., García, N., Cifuentes, B., Cogua, R., Becerra, J., Berenguer, J. M., & Cobo, M. (2023). Industrial crude bioethanol dehydration to ethylene: Doping ZSM-5 to enhance selectivity and stability. Journal of Environmental Chemical Engineering, 111803. Advance online publication. https://doi.org/10.1016/j.jece.2023.111803 |
[17]
. This temperature was determined by performing a sensitivity analysis on the reactor for varying temperatures at 1atm. Once this temperature was determined, other unit operations were added. The sensitivity analysis tool was also used to optimize the flash drum (FLASH-D) temperature in this model.
In this model, 10,000 kg/hr of 95% ethanol is fed into a pump, which then pumps the solution at 1.2 atm to a pre-heater. The pre-heater raises the temperature of the solution to 162°C; it’s effluent then enters the reactor, where ethylene and other products are produced at 162°C and 1atm. The reactor product temperature is then lowered in a cooler to an optimized temperature of 6°C to enable the separation of ethylene from other components in the flash drum. Once ethylene vapor has been separated from other components, it is liquefied by compression and cooling; liquefaction is achieved at 55 atm and 5°C. The temperature and pressure parameters are optimized using sensitivity analyses.
Figure 1. Base case model.
3.5.2. Model with Recycle
The biggest limiting factor in producing ethylene from bio-ethanol is the energy cost of the process; temperature is a major contributor to this energy cost. In this model, a temperature that achieves a product composition equivalent to that obtained when HZSM5 catalyst is used between 240°C to 260°C
| [20] | Moon, S., Chae, H.-J., & Park, M. B. (2019). Dehydration of bioethanol to ethylene over H-ZSM-5 catalysts: A scale-up study. Catalysts, 9(2), 186. https://doi.org/10.3390/catal9020186 |
[20]
(lower than 300°C) was used to simulate the reactor. Since the reactor temperature was reduced, the amount of unreacted ethanol also increased. This, therefore, necessitated the inclusion of a recycle stream for ethanol recovery and optimization.
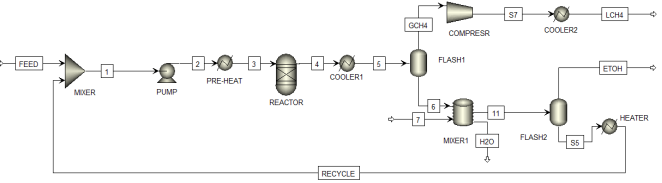
Here, a feed of 9,097 kg/hr of 95% ethanol is fed into a mixer that mixes the 95% ethanol in the recycle with that in the feed. The recycle and the feed were designed such that approximately 10,000 kg/hr of 95% ethanol solution enter the reactor. The reactor operates at 125°C and 1 atm. The reactor effluent is cooled to an optimized temperature of -8°C to obtain 99% ethylene vapor in the flash drum (FLASH1) top stream. Ethanol in the flash drum (FLASH1) bottoms is removed by liquid-liquid extraction, using 37 kg/hr (optimized) of toluene. Another flash drum (FLASH2) is used to obtain 95% ethanol, which is then set to 25°C by a heater and recycled to the feed. The ethylene vapor from the flash drum is liquefied by the compressor and cooler train at 55 atm and 5°C.
Figure 2. Model with recycle.
3.5.3. Liquid-phase Ethanol Compression Model
This model is similar to the base case with only one difference: ethylene vapor from the top of the flash drum is liquefied solely by cooling. In this case, instead of compressing gaseous ethylene, the ethanol feed is pumped at a pressure of 55 atm. The 95% bio-ethanol solution is preheated in a heater to a temperature of 330°C. From there, the hot vapor enters the reactor, where the reaction takes place at 330°C and 55 atm.
This temperature-pressure combination was optimized using the sensitivity analysis tool in Aspen Plus. The temperature of 330°C at 55 atm resulted in significant ethanol conversion, producing ethylene as the main product. This is discussed further in the results section. The reactor product is cooled to 80°C to maximize ethylene purification at minimal energy cost in the flash drum. Ethylene vapor from the flash drum top is then liquefied by cooling it to 5°C.
The total energy cost of running this process model is compared to that of the base case.
Figure 3. Liquid-phase ethanol compression model.
4. Results and Discussion
4.1. Choice of the RGibbs Reactor Model
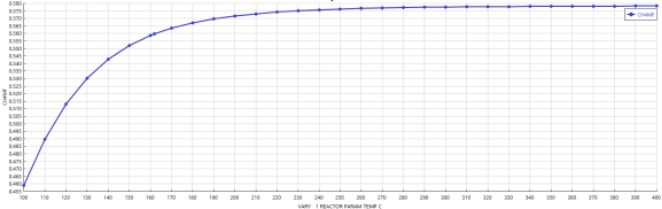
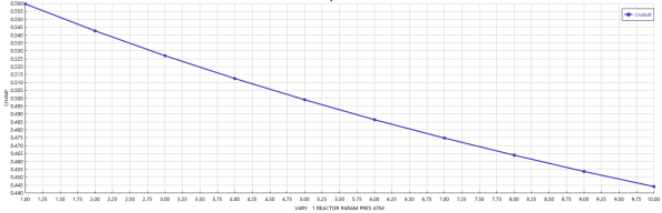
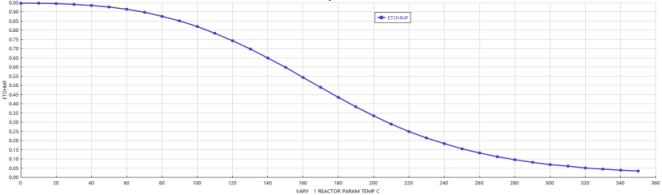
Due to lack of an appropriate kinetic model, the RGibbs reactor model was chosen to simulate the reaction. The RGibbs reactor model does not require specific reaction kinetics to predict equilibrium compositions, making it suitable for complex reaction pathways. The dehydration of bio-ethanol to ethylene is an endothermic reaction and thus an increase in temperature increases the ethylene yield. For the same reaction, a reduction in pressure should give the same outcome as the increase in temperature. This kind of behavior is well represented by the RGibbs reactor model in Aspen Plus. When a sensitivity analysis was conducted using this reactor model, an increase in temperature led to an increase in ethylene yield as shown in
Figure 4 while an increase in pressure led to decrease in ethylene yield as shown in
Figure 5. The temperature range investigated was between 100°C and 400°C, while the pressure varied from 1 to 10 atm. Since this work does not consider high reaction temperatures where ethylene yield should start to drop, the RGibbs reactor makes an appropriate choice for the task in the absence of a suitable kinetic model.
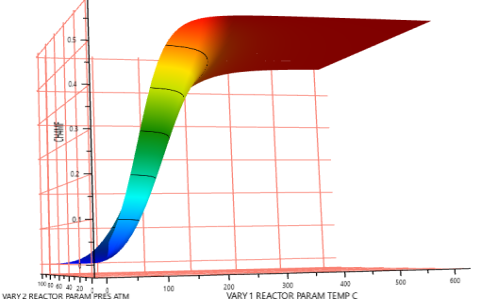
Figure 6 shows a 3D representation of the effect of temperature and pressure on ethylene yield further supporting the use of the reactor model.
Figure 4. Effect of temperature on ethylene yield over the RGibbs reactor.
Figure 5. Effect of pressure on ethylene yield over the RGibbs reactor.
Figure 6. 3D representation of the effect of temperature and pressure on ethylene yield over the RGibbs reactor.
4.2. Base Case Model
According to Anekwe et al
| [19] | Anekwe, I. M. S., Oboirien, B., & Isa, Y. M. (2024). Catalytic conversion of bioethanol over cobalt and nickel-doped HZSM-5 zeolite catalysts. Biofuels, Bioproducts and Biorefining, 18(3), 686–700. https://doi.org/10.1002/bbb.2536 |
[19]
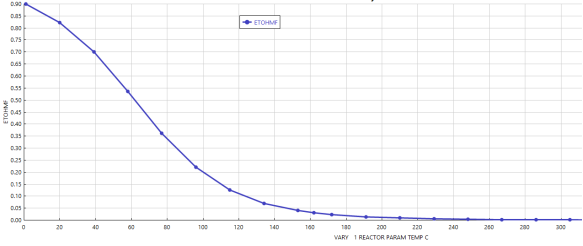
, ethanol conversion of more than 97% is achieved at a temperature of 350°C in the presence of an HZSM5 catalyst. Since the RGibbs reactor model was used, the goal was to determine a temperature at which greater than 97% ethanol conversion is achieved. Upon performing a sensitivity analysis for temperature using this reactor model, the fraction of unreacted ethanol in the reactor product becomes negligible at 160°C and above as shown in
Figure 7. Higher temperatures ensure higher ethanol conversion. For this model, a temperature of 162°C was selected since it achieves just the required conversion at an energy cost lower than would be required by higher temperatures. At this temperature the reactor product contains 56% ethylene, 41% water and 3% ethanol. These results are supported by experimental literature for the HZSM5 catalyst at optimum temperatures between 300-400°C
| [17] | Quiroga, E., García, N., Cifuentes, B., Cogua, R., Becerra, J., Berenguer, J. M., & Cobo, M. (2023). Industrial crude bioethanol dehydration to ethylene: Doping ZSM-5 to enhance selectivity and stability. Journal of Environmental Chemical Engineering, 111803. Advance online publication. https://doi.org/10.1016/j.jece.2023.111803 |
[17]
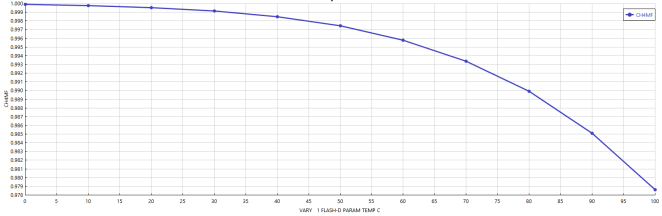
. To further optimize the model, a sensitivity analysis was performed to determine the optimum temperature at which the flash drum should operate to give 99% ethylene gas. Based on the sensitivity results shown in
Figure 8, a temperature of -8°C was chosen as the optimum to achieve the desired yield at minimum energy cost. The model produces 5649 kg/hr of liquid ethylene from 10000 kg/hr of ethanol solution; more than 50% conversion. This process model consumes a net total amount of energy of 2102 kW.
Figure 7. Effect of temperature on ethanol conversion over the RGibbs reactor in the base case model.
Figure 8. Effect of temperature on ethylene purity in the overhead product of the flash drum in the base case model.
4.3. Model with a Recycle
Similar to the base case, after modeling the process with the recycle stream, the Aspen Plus sensitivity tool was used to optimize the reactor and flash-drum temperatures. Temperature ranges between 10°C and 300°C and -45°C and 60°C were used to perform sensitivity analyses for the reactor and flash drum (FLASH1), respectively. A temperature of 125°C was selected for the reactor, as it is the lowest temperature at which we begin to obtain more than 5% unreacted ethanol. At this temperature the reactor effluent contains 9% unreacted ethanol, necessitating ethanol recovery. In their work, Moon et al
| [20] | Moon, S., Chae, H.-J., & Park, M. B. (2019). Dehydration of bioethanol to ethylene over H-ZSM-5 catalysts: A scale-up study. Catalysts, 9(2), 186. https://doi.org/10.3390/catal9020186 |
[20]
show that using HZSM-5 at temperatures between 240°C and 260°C (below 300°C), more than 5% unreacted ethanol is produced along with negligible amounts of diethyl-ether (DEE). These experimental data
| [20] | Moon, S., Chae, H.-J., & Park, M. B. (2019). Dehydration of bioethanol to ethylene over H-ZSM-5 catalysts: A scale-up study. Catalysts, 9(2), 186. https://doi.org/10.3390/catal9020186 |
[20]
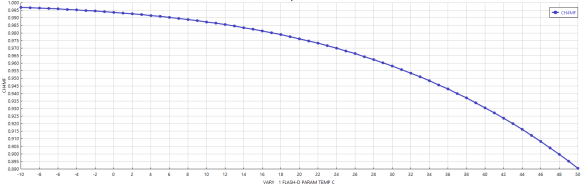
are analogous of the results obtained from the RGibbs reactor in the model with a recycle in this study. For 99% ethylene vapor at minimum energy cost, the flash drum, FLASH1, is set at a temperature of -8°C.
Figures 9 and 10 show the sensitivity results for the reactor and FLASH1, respectively.
Unique to this case is the liquid-liquid extraction: an optimum flow rate of 37 kg/hr at 70°C of FLASH2 temperature was determined for toluene. From sensitivity results shown in
Table 1, it can be seen that 37 kg/hr of toluene gives a 95% ethanol solution, ensuring consistency of the reactor feed content. This process model, produces 5230 kg/hr of liquid ethylene expending a net of 1910 kW of energy.
Figure 9. Effect of temperature on ethanol conversion over the RGibbs reactor in the model with recycle.
Figure 10. Effect of temperature on ethylene purity in the overhead product of the flash drum in the model with recycle.
Table 1. Effect of flow rate of Toluene on ethanol concentration in the recycle stream and the total amount of ethanol solution entering the reactor.
Toluene Mass Flow (kg/hr) | Mass Fraction of Ethanol in the recycle | Total inlet material into the reactor (kg/hr) |
34 | 0.954359 | 9517.39 |
35 | 0.953219 | 9517.35 |
36 | 0.952081 | 9517.3 |
37 | 0.950945 | 9517.25 |
38 | 0.949812 | 9517.21 |
39 | 0.948681 | 9517.16 |
30 | 0.947552 | 9517.12 |
41 | 0.946426 | 9517.07 |
42 | 0.945302 | 9517.03 |
43 | 0.944181 | 9516.98 |
4.4. Liquid-phase Ethanol Compression Model
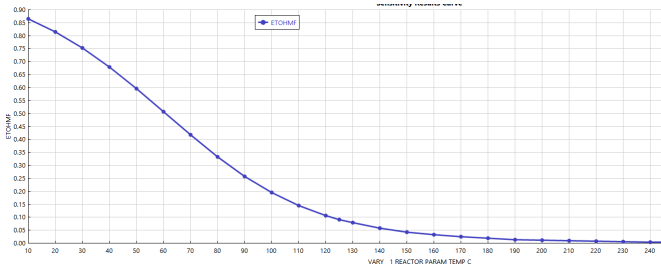
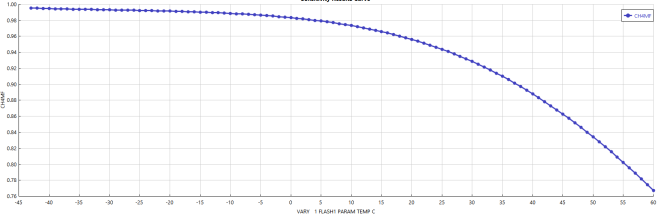
Figures 11 and 12 below, show the sensitivity analyses performed to optimize the reactor and flash drum temperatures respectively. Using the same analysis as used in previous models, the reactor temperature is chosen to be, 330°C and the flash drum temperature as 80°C. This model produces 5434.25 kg/hr of 99% ethylene liquid, expending a net energy of 2456.25 kW. This energy is higher than that of the base case. This is simply because to obtain a high yield of ethylene at high pressure, a very high temperature is required.
Figure 11. Effect of temperature on ethanol conversion over the RGibbs reactor in the liquid-phase ethanol compression model.
Figure 12. Effect of temperature on ethylene purity in the overhead product of the flash drum in the liquid-phase ethanol compression model.
4.5. Summary of the Main Results
Table 2. Total ethylene yield and net energy consumption for the base case, case with recycle and liquid-phase ethanol compression case.
| Base Case | Case with Recycle | Liquid Compression case |
Ethylene Yield (kg/hr) | 5649 | 5230 | 5434.25 |
Energy Cost (kW) | 2102 | 1910 | 2456.25 |
5. Validation
Whereas published work exploring the exact same configurations modeled in this work is limited, several aspects can be validated by existing literature. An example; Fan et al.
| [18] | Fan, D., Dai, D.-J., & Wu, H.-S. (2012). Ethylene formation by catalytic dehydration of ethanol with industrial considerations. Materials, 6(1), 101–115. https://doi.org/10.3390/ma6010101 |
[18]
reported ethanol conversion of 98-99% to ethylene under optimized conditions, supporting results obtained by the models developed in this work. In their work, Coupard et al.
| [15] | Coupard, V., Touchais, N., Plennevaux, T., Kobel, E., Fleurier, S., Vermeiren, W., Minoux, D., De Smedt, P., Adam, C., & Nesterenko, N. (2017). Process for dehydration of ethanol to ethylene at low energy consumption (US9663414B2). United States Patent and Trademark Office. |
[15]
showed that process optimization can reduce the total net energy demand for ethanol dehydration from 5–7 GJ/ton (conventional) to approximately 6 GJ/ton or lower. This finding aligns with the energy reductions realized in the recycle model. These referenced works;
| [15] | Coupard, V., Touchais, N., Plennevaux, T., Kobel, E., Fleurier, S., Vermeiren, W., Minoux, D., De Smedt, P., Adam, C., & Nesterenko, N. (2017). Process for dehydration of ethanol to ethylene at low energy consumption (US9663414B2). United States Patent and Trademark Office. |
| [17] | Quiroga, E., García, N., Cifuentes, B., Cogua, R., Becerra, J., Berenguer, J. M., & Cobo, M. (2023). Industrial crude bioethanol dehydration to ethylene: Doping ZSM-5 to enhance selectivity and stability. Journal of Environmental Chemical Engineering, 111803. Advance online publication. https://doi.org/10.1016/j.jece.2023.111803 |
| [18] | Fan, D., Dai, D.-J., & Wu, H.-S. (2012). Ethylene formation by catalytic dehydration of ethanol with industrial considerations. Materials, 6(1), 101–115. https://doi.org/10.3390/ma6010101 |
| [20] | Moon, S., Chae, H.-J., & Park, M. B. (2019). Dehydration of bioethanol to ethylene over H-ZSM-5 catalysts: A scale-up study. Catalysts, 9(2), 186. https://doi.org/10.3390/catal9020186 |
[15, 17, 18, 20]
validate the reliability of the simulation results and energy trade-offs discussed.
6. Conclusion
While the type of catalyst used in ethanol dehydration plays the most vital role in lowering energy requirements and improving ethylene yield, it can also be concluded that the process configuration significantly contributes to the total energy consumed, as observed in the results of this study.
Based on the study's results, the model with a recycle consumes the least energy (1910 kW). However, because it includes more components than the other models, its initial investment may be higher. Additionally, this model yields slightly less ethylene compared to the base case and the liquid compression case. Nevertheless, this difference is not substantial enough to offset the benefit of reduced energy consumption.
7. Recommendations
This simulation, conducted using Aspen Plus V11, provides an overview of how various process configurations for the dehydration of bio-ethanol to ethylene differ in their net total energy consumption. However, this overview may not be fully rigorous. To make the simulation more rigorous, the following recommendations are made:
1) Funding is required for experiments to develop a more rigorous kinetic model, for the reaction, bio-ethanol to ethylene. The model can then best be represented in the LHHW form as Aspen Plus supports this.
2) A more rigorous reactor model such the plug flow reactor (PFR) or continuous stirred tank reactor (CSTR) model should be used. Reaction kinetics should be represented in the LHHW form.
3) For better energy cost representation, use of heat exchangers and heat integration should be explored. This is more representative of what happens in the industry. Additionally, heat exchangers reduce energy costs compared to direct heaters.
4) The model involving liquid compression can better be simulated by conducting the reaction in liquid phase rather than in gaseous phase.
Abbreviations
CAGR | Compound Annual Growth Rate |
DFT | Density Functional Theory |
LAS | Lewis Acid Site |
TPD | Temperature Programmed Desorption |
WHSV | Weight Hourly Space Velocity |
NRTL | Non-Random-Two-Liquid |
UNIFAC | Universal Functional Activity Coefficient |
DEE | Diethyl-ether |
LHHW | Langmuir-Hinshelwood-Hougen-Watson |
PFR | Plug Flow Reactor |
CSTR | Continuous Stirred Tank Reactor |
Conflicts of Interest
The authors declare no conflicts of interest.
References
| [1] |
Xia, H. (2020). Monomolecular dehydration of ethanol into ethylene over H‑MOR studied by density functional theory. ACS Omega, 5(3), 2021–2029.
https://doi.org/10.1021/acsomega.9b03984
|
| [2] |
Zhang, M., & Yu, Y. (2013). Dehydration of ethanol to ethylene. Industrial & Engineering Chemistry Research, 52(28), 9505-9514.
https://doi.org/10.1021/ie401157c
|
| [3] |
Deng, Y., et al. (2022). Integrated full-spectrum solar energy catalysis for zero-emission ethylene production from bioethanol. Advanced Functional Materials, 32(4), 21010026.
https://doi.org/10.1002/adfm.202110026
|
| [4] |
Research and Markets. (2024, May 13). Ethylene Global Industry Report 2024–2030: U. S. to dominate, polyethylene to account for highest growth segment. Business Wire.
https://www.businesswire.com/news/home/20240513898212/en/Ethylene-Global-Industry-Report-2024-2030-US-to-Dominate-Polyethylene-to-Account-for-Highest-Growth-Segment---ResearchAndMarkets.com
|
| [5] |
International Energy Agency. (2021). Net zero by 2050: A roadmap for the global energy sector (Revised version, October 2021).
https://iea.blob.core.windows.net/assets/20959e2e-7ab8-4f2a-b1c6-4e63387f03a1/NetZeroby2050-ARoadmapfortheGlobalEnergySector_CORR.pdf
|
| [6] |
Salcedo, A., et al. (2022). Tuning the selectivity of cerium oxide for ethanol dehydration to ethylene. Applied Surface Science, 599, 153963.
https://doi.org/10.1016/j.apsusc.2022.153963
|
| [7] |
Gaitan Chavarria, E., et al. (2024). Eco-friendly transformation of bioethanol into ethylene over bimetallic nickel-copper catalysts. ChemPlusChem.
https://doi.org/10.1002/cplu.202400135
|
| [8] |
Wu, C.-Y., & Wu, H.-S. (2017). Ethylene formation from ethanol dehydration using ZSM-5 catalyst. ACS Omega, 2(8), 3930–3938.
https://doi.org/10.1021/acsomega.7b00680
|
| [9] |
Hao, Y., et al. (2022). Hierarchical leaf-like alumina-carbon nanosheets with ammonia water modification for ethanol dehydration to ethylene. Fuel, 325, 126128.
https://doi.org/10.1016/j.fuel.2022.126128
|
| [10] |
Saini, S., et al. (2023). Ni and Sr modified ZSM-5 catalyst with enhanced catalytic activity for selective dehydration of bio-derived ethanol to ethylene. Molecular Catalysis, 527, 113587.
https://doi.org/10.1016/j.mcat.2023.113587
|
| [11] |
Banzaraktsaeva, S. P., et al. (2019). Ethanol-to-ethylene dehydration on acid-modified ring-shaped alumina catalyst in a tubular reactor. Chemical Engineering Journal, 373, 200–210.
https://doi.org/10.1016/j.cej.2019.05.149
|
| [12] |
Ouayloul, L. (2023). New mechanistic insights into the role of water in the dehydration of ethanol into ethylene over ZSM-5 catalysts at low temperature. Green Chemistry, 25(1), 267-278.
https://doi.org/10.1039/D2GC04437D
|
| [13] |
Li, J. (2020). Solar-driven plasmonic tungsten oxides as catalysts enhancing ethanol dehydration for highly selective ethylene production. Applied Catalysis B: Environmental, 276, 118517.
https://doi.org/10.1016/j.apcatb.2019.118517
|
| [14] |
Cheng, Y. W. (2020). Ethylene production from ethanol dehydration over mesoporous SBA-15 catalyst derived from palm oil clinker waste. Journal of Cleaner Production, 257, 119323.
https://doi.org/10.1016/j.jclepro.2019.119323.
|
| [15] |
Coupard, V., Touchais, N., Plennevaux, T., Kobel, E., Fleurier, S., Vermeiren, W., Minoux, D., De Smedt, P., Adam, C., & Nesterenko, N. (2017). Process for dehydration of ethanol to ethylene at low energy consumption (US9663414B2). United States Patent and Trademark Office.
|
| [16] |
AIChE. (2018, November 1). Process intensification of bio-ethanol dehydration under compressed liquid phase conditions. 2018 AIChE Annual Meeting, David L. Lawrence Convention Center, Pittsburgh, PA.
https://www.aiche.org/conferences/aiche-annual-meeting/2018/proceeding/paper/613g-process-intensification-bio-ethanol-dehydration-under-compressed-liquid-phase-conditions
|
| [17] |
Quiroga, E., García, N., Cifuentes, B., Cogua, R., Becerra, J., Berenguer, J. M., & Cobo, M. (2023). Industrial crude bioethanol dehydration to ethylene: Doping ZSM-5 to enhance selectivity and stability. Journal of Environmental Chemical Engineering, 111803. Advance online publication.
https://doi.org/10.1016/j.jece.2023.111803
|
| [18] |
Fan, D., Dai, D.-J., & Wu, H.-S. (2012). Ethylene formation by catalytic dehydration of ethanol with industrial considerations. Materials, 6(1), 101–115.
https://doi.org/10.3390/ma6010101
|
| [19] |
Anekwe, I. M. S., Oboirien, B., & Isa, Y. M. (2024). Catalytic conversion of bioethanol over cobalt and nickel-doped HZSM-5 zeolite catalysts. Biofuels, Bioproducts and Biorefining, 18(3), 686–700.
https://doi.org/10.1002/bbb.2536
|
| [20] |
Moon, S., Chae, H.-J., & Park, M. B. (2019). Dehydration of bioethanol to ethylene over H-ZSM-5 catalysts: A scale-up study. Catalysts, 9(2), 186.
https://doi.org/10.3390/catal9020186
|
Cite This Article
-
APA Style
Enock, R., Emmanuel, O., Crispuss, N. (2025). Modelling and Optimization of the Production Process of Ethylene from Bio-ethanol Using Aspen Plus. International Journal of Sustainable and Green Energy, 14(3), 149-159. https://doi.org/10.11648/j.ijsge.20251403.12
 Copy
|
Copy
|
 Download
Download
ACS Style
Enock, R.; Emmanuel, O.; Crispuss, N. Modelling and Optimization of the Production Process of Ethylene from Bio-ethanol Using Aspen Plus. Int. J. Sustain. Green Energy 2025, 14(3), 149-159. doi: 10.11648/j.ijsge.20251403.12
Copy
|
Download
AMA Style
Enock R, Emmanuel O, Crispuss N. Modelling and Optimization of the Production Process of Ethylene from Bio-ethanol Using Aspen Plus. Int J Sustain Green Energy. 2025;14(3):149-159. doi: 10.11648/j.ijsge.20251403.12
Copy
|
Download
-
@article{10.11648/j.ijsge.20251403.12,
author = {Rukundo Enock and Ogwal Emmanuel and Nankwasa Crispuss},
title = {Modelling and Optimization of the Production Process of Ethylene from Bio-ethanol Using Aspen Plus
},
journal = {International Journal of Sustainable and Green Energy},
volume = {14},
number = {3},
pages = {149-159},
doi = {10.11648/j.ijsge.20251403.12},
url = {https://doi.org/10.11648/j.ijsge.20251403.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijsge.20251403.12},
abstract = {Ethylene is the most important chemical produced by the petrochemical industry; it accounts for over 70% of the products made in the sector. Its global market value exceeds 200 billion US dollars and is steadily growing. Despite this importance, the current means of producing ethylene are not environmentally friendly: The production of ethylene by hydro-cracking contributes the largest amount of greenhouse gas emissions from the petrochemical industry. For this reason, several research efforts have been directed to finding alternatives to hydrocarbons as a sustainable source of ethylene. In the recent past, much attention has been given to the dehydration of ethanol as it is the most promising alternative. This route is, however, limited by its high energy requirement in order to match the conventional method. To lower this energy requirement, researchers have focused on developing more effective catalysts. Little to no work, however, has been done to determine the contribution of process configuration to this energy requirement. This study investigates the energy usage of different process models for the catalytic dehydration of bioethanol to ethylene using Aspen Plus V11. Three models were developed, optimized, and compared. The first model was the base case on which other models were compared, the second model included a recycle stream, and the last model involved the compression of liquid-phase ethanol rather than gaseous-phase ethylene. Due to lack of generalized kinetic data, the RGibbs reactor was used for the simulation. Sensitivity analyses were used to optimize the models. The base case operated at 162°C and 1 atm, the model with a recycle stream at 125°C and 1 atm, and the liquid-phase ethanol compression model at 330°C and 55 atm. Results show that the model with the recycle stream achieved the lowest energy consumption (1910 kW) but also yielded the least amount of ethylene (5230 kg/hr). The base case gave the highest ethylene yield (5649 kg/hr). While innovative, the liquid compression model consumed the highest amount of energy (2456.25 kW) due to high operating conditions. The findings in this work shed light on the importance of process modeling and optimization in enhancing the sustainability and economic viability of bioethanol to ethylene production.},
year = {2025}
}
Copy
|
Download
-
TY - JOUR
T1 - Modelling and Optimization of the Production Process of Ethylene from Bio-ethanol Using Aspen Plus
AU - Rukundo Enock
AU - Ogwal Emmanuel
AU - Nankwasa Crispuss
Y1 - 2025/07/10
PY - 2025
N1 - https://doi.org/10.11648/j.ijsge.20251403.12
DO - 10.11648/j.ijsge.20251403.12
T2 - International Journal of Sustainable and Green Energy
JF - International Journal of Sustainable and Green Energy
JO - International Journal of Sustainable and Green Energy
SP - 149
EP - 159
PB - Science Publishing Group
SN - 2575-1549
UR - https://doi.org/10.11648/j.ijsge.20251403.12
AB - Ethylene is the most important chemical produced by the petrochemical industry; it accounts for over 70% of the products made in the sector. Its global market value exceeds 200 billion US dollars and is steadily growing. Despite this importance, the current means of producing ethylene are not environmentally friendly: The production of ethylene by hydro-cracking contributes the largest amount of greenhouse gas emissions from the petrochemical industry. For this reason, several research efforts have been directed to finding alternatives to hydrocarbons as a sustainable source of ethylene. In the recent past, much attention has been given to the dehydration of ethanol as it is the most promising alternative. This route is, however, limited by its high energy requirement in order to match the conventional method. To lower this energy requirement, researchers have focused on developing more effective catalysts. Little to no work, however, has been done to determine the contribution of process configuration to this energy requirement. This study investigates the energy usage of different process models for the catalytic dehydration of bioethanol to ethylene using Aspen Plus V11. Three models were developed, optimized, and compared. The first model was the base case on which other models were compared, the second model included a recycle stream, and the last model involved the compression of liquid-phase ethanol rather than gaseous-phase ethylene. Due to lack of generalized kinetic data, the RGibbs reactor was used for the simulation. Sensitivity analyses were used to optimize the models. The base case operated at 162°C and 1 atm, the model with a recycle stream at 125°C and 1 atm, and the liquid-phase ethanol compression model at 330°C and 55 atm. Results show that the model with the recycle stream achieved the lowest energy consumption (1910 kW) but also yielded the least amount of ethylene (5230 kg/hr). The base case gave the highest ethylene yield (5649 kg/hr). While innovative, the liquid compression model consumed the highest amount of energy (2456.25 kW) due to high operating conditions. The findings in this work shed light on the importance of process modeling and optimization in enhancing the sustainability and economic viability of bioethanol to ethylene production.
VL - 14
IS - 3
ER -
Copy
|
Download